 |
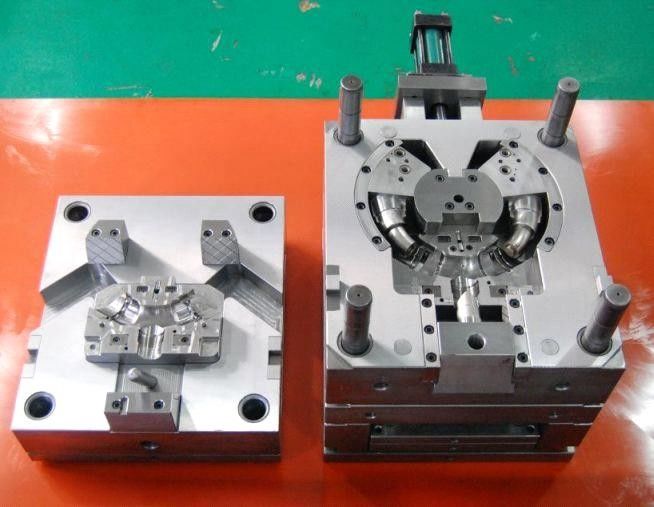
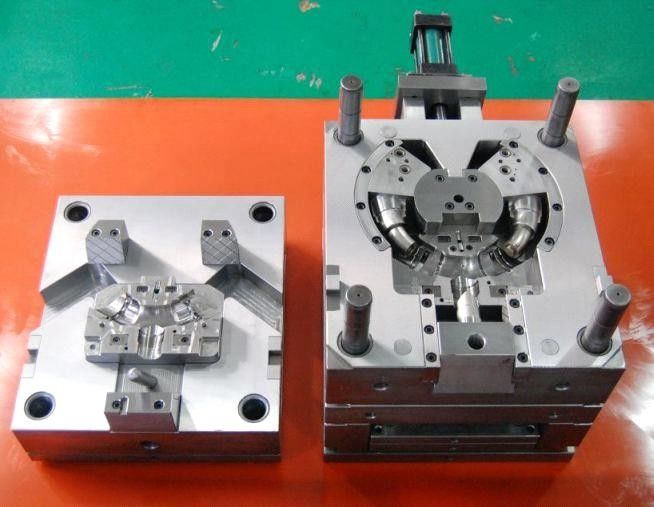
पीए 6 जीएफ 35 कच्चे माल के साथ एनपीटी धागा मानक पाइप प्लास्टिक मोल्ड इंजेक्शन
उत्पाद विवरण:
| उत्पत्ति के प्लेस: | चीन |
| ब्रांड नाम: | FORWA |
| प्रमाणन: | ISO9001:2008 ISO14001:2004 |
| मॉडल संख्या: | F16123 |
भुगतान & नौवहन नियमों:
| न्यूनतम आदेश मात्रा: | 1set |
|---|---|
| मूल्य: | negotiable |
| पैकेजिंग विवरण: | ढालना: लकड़ी के दफ़्ती द्वारा पैक, प्लास्टिक के हिस्सों: बॉक्स |
| प्रसव के समय: | 35 दिन टी 1 |
| भुगतान शर्तें: | टी/टी |
| आपूर्ति की क्षमता: | प्रति माह 50sets |
|
विस्तार जानकारी |
|||
| उत्पाद का नाम: | प्लास्टिक इंजेक्शन मोल्ड | प्रकार: | हाइड्रोलिक सिलेंडर के साथ खोलना |
|---|---|---|---|
| गुहा: | 1 * 1 | कोर / गुहा सामग्री: | 1.2343 / 1.2311 / SKD61, S136, P20, H13,738H ... |
| सतह परिष्करण: | VDI3400 27 | धावक प्रणाली: | गर्म धावक |
| मानक: | HASCO | कच्चे माल: | PA6 GF35 |
| प्रमुखता देना: | इंजेक्शन ढलाई undercuts,इंजेक्शन मोल्डिंग आंतरिक धागे |
||
उत्पाद विवरण
एनपीटी थ्रेड मानक पाइप थ्रेड प्रकार के इंजेक्शन मोल्डिंग धागा
विशेष विवरण:
FORWA सटीक प्लास्टिक मोल्ड कंपनी लिमिटेड एक आईएसओ 9001: 2008 प्रमाणित प्लास्टिक इंजेक्शन मोल्ड्स कंपनी है जो आपूर्ति करती है
प्लास्टिक इंजेक्शन नए नए साँचे
प्लास्टिक इंजेक्शन नए नए साँचे डिजाइन
प्लास्टिक इंजेक्शन नए नए साँचे के विनिर्माण उच्च गुणवत्ता, प्लास्टिक इंजेक्शन मोल्डिंग ... हम आपको गुणवत्ता लाने के लिए गर्व है और Viewmold प्लास्टिक इंजेक्शन नए नए साँचे से उम्मीद करेंगे। हमें विश्वास है कि हम आपकी पसंद के सप्लायर होंगे। बस Viewmold को एक ईमेल दें या ऑनलाइन एक बोली सबमिट करें। उद्धरण विशेषज्ञों की हमारी टीम सबसे अधिक उत्तरदायी और सबसे अधिक हाथों पर है।
पाइप थ्रेड प्रकार और पदनाम
अवलोकन: बन्धन और हाइड्रोलिक सिस्टम के लिए विभिन्न प्रकार के स्क्रू थ्रेड विकसित हुए हैं। विशेष चिंता की बात प्लास्टिक-टू-मेटल, हाइड्रोलिक सर्किट में टेपर / पैरेलल थ्रेडेड जॉइंट्स हैं। विभिन्न प्रकार के इप्स के बारे में जागरूकता पैदा करने के लिए एक चर्चा और सिफारिशें प्रदान की जाती हैं और उनका उपयोग कैसे किया जाता है।
समय के साथ कई अलग-अलग प्रकार के पेंच धागे विकसित किए गए हैं। अनुप्रयोगों में बन्धन घटक, और हाइड्रोलिक और वायवीय सर्किट शामिल हैं। उन्नीसवीं शताब्दी में, फास्टनरों की आवश्यकता वाले निर्माता अपने स्वयं के सिस्टम को तैयार करेंगे। इससे अनुकूलता की समस्या उत्पन्न हुई। अंग्रेजी मैकेनिकल इंजीनियर और आविष्कारक, सर जोसेफ व्हिटवर्थ ने इन कठिनाइयों से निपटने के लिए 1841 में एक समान थ्रेडिंग प्रणाली तैयार की। व्हिटवर्थ थ्रेड फॉर्म 55 डिग्री थ्रेड कोण पर गोल जड़ों और क्रेस्ट के साथ आधारित है।
अमेरिका में, विलियम सेलर्स ने 1864 में नट, बोल्ट, और शिकंजा के लिए मानक तय किया जो राष्ट्रीय पाइप टेपर्ड थ्रेड (एनपीटी) बन गया। शुरुआती अमेरिकी घड़ी निर्माताओं द्वारा सामान्य उपयोग में उनका 60 डिग्री धागा कोण, अमेरिकी औद्योगिक क्रांति को सक्षम बनाता है। ये थ्रेड फॉर्म बाद में अमेरिकन नेशनल स्टैंडर्ड बन गए।
व्हिटवर्थ थ्रेड फॉर्म को पाइप के लिए एक कनेक्टिंग थ्रेड के रूप में चुना गया था, जिसे एक टेपर पर कम से कम एक थ्रेड को काटकर सेल्फ सीलिंग बनाया गया था। इसे ब्रिटिश स्टैंडर्ड पाइप थ्रेड (BSP Taper या BSP पैरेलल थ्रेड) के रूप में जाना जाता है। व्हिटवर्थ धागे का उपयोग अब अंतरराष्ट्रीय स्तर पर निम्न कार्बन स्टील पाइपों में शामिल होने के लिए एक मानक धागे के रूप में किया जाता है।
सबसे अच्छा ज्ञात और सबसे व्यापक रूप से उपयोग किया जाने वाला कनेक्शन जहां पाइप धागा यांत्रिक जोड़ और हाइड्रोलिक सील दोनों प्रदान करता है, अमेरिकी राष्ट्रीय पाइप टेपर्ड धागा या एनपीटी है। एनपीटी में एक पतला पुरुष और महिला धागा होता है जो टेफ्लॉन टेप के साथ या यौगिक में शामिल होता है।
हाइड्रोलिक cir cuits में उपयोग किए जाने वाले पाइप थ्रेड्स को दो प्रकारों में विभाजित किया जा सकता है:
a) जोड़ों के लिए थ्रेड्स -रे पाइप थ्रेड्स को जोड़ने से थ्रेड्स पर सील करके दबाव तंग हो जाता है और ये बाहरी और समानांतर या टेपर आंतरिक थ्रेड्स होते हैं। एक सम्मिलित यौगिक का उपयोग करके सीलिंग प्रभाव में सुधार होता है।
ख) बन्धन धागे? पाइप धागे हैं जहां दबाव तंग जोड़ों को थ्रेड्स पर नहीं बनाया जाता है। दोनों धागे समानांतर हैं और सीलिंग बाहरी धागे, या एक फ्लैट गैसकेट पर एक नरम सामग्री के संपीड़न से प्रभावित होती है।
Forwa- ढालना, Dongguan में पता लगाने, चीन, इस क्षेत्र में वर्षों के अनुभव के साथ एक पेशेवर प्लास्टिक इंजेक्शन मोल्ड निर्माता है। हम उच्च परिशुद्धता प्रदान कर सकते हैं जटिल कठोर नए नए साँचे, प्रोटोटाइप और नरम नए नए साँचे।
हम घर में हाई स्पीड सीएनसी, वायर कट से लैस हैं। हम मोल्ड निर्माण से पहले अपने ग्राहकों के लिए मोल्ड डिजाइन और मोल्डफ्लो विश्लेषण के लिए सॉफ्टवेयर (यानी यूजी, प्रो-ई, आईजीएस, मास्टर कैम, ऑटोकैड और सॉलिडवर्क) का उपयोग करते हैं। ढालना बनाने के लिए हम जो मानक घटक इस्तेमाल करते हैं, वे डीएमई, एचएससीओ आदि से खरीदे जाते हैं। इसके अलावा, हमारे द्वारा खरीदे गए सभी स्टील के लिए सीओसी प्रदान किया जाएगा।
घटक भागों जो उद्योगों और अनुप्रयोगों के एक विस्तृत गिरफ्तारी के लिए उत्पादों के निर्माण में महत्वपूर्ण हैं:
- मेडिकल
- इलेक्ट्रानिक्स
- Automotiv
- औद्योगिक
- उपभोक्ता
- दूरसंचार
- पर्यावरण
- कंप्यूटर
- खरीदने की जगह
- सैन्य
- निर्माण
- सुरक्षा
नर धागे महिला धागे की तुलना में कम जटिल होते हैं। पुरुष थ्रेड्स को एक खुले और बंद इंजेक्शन मोल्ड के रूप में डाला जाता है, कुछ उदाहरणों को छोड़कर, जहां शेष भाग की रूपरेखा तय करती है कि बिदाई लाइन कहां स्थित होगी। यदि पुरुष थ्रेड्स को ऊर्ध्वाधर स्थिति में डालना है, तो थ्रेड से उत्पन्न अंडरकट की वजह से कैम एक्शन या हाइड्रोलिक एक्शन स्लाइड्स का उपयोग करना आवश्यक है।
इसके विपरीत, महिला थ्रेड्स कास्टिंग हमेशा एक अंडरकट स्थिति प्रस्तुत करते हैं। इंजेक्शन मोल्ड से हटाए गए भाग को लगाने के लिए इस प्रकार के थ्रेड्स को अनसक्सेस करने की आवश्यकता होती है। इसे प्राप्त करने के विभिन्न तरीके हैं। सबसे आम तरीका हाइड्रोलिक या इलेक्ट्रिकल मोटर्स द्वारा किया जाता है जो ढाले भाग से स्वचालित रूप से थ्रेडेड कोर को हटा देता है। हाइड्रोलिक मोटर कम से कम महंगा विकल्प है। थ्रेडेड कोर में wurm गियर लगे होते हैं जो मुख्य ड्राइव गियर के साथ संभोग करते हैं। एक श्रृंखला है जो ड्राइव मोटर शाफ्ट पर मोल्ड ड्राइव गियर को गियर से जोड़ती है। कोर को हटाने के कुछ अलग-अलग विकल्प हैं जो कभी-कभी भाग के डिजाइन द्वारा तय किए जाते हैं। इंजेक्शन मोल्ड खुलने के बाद सबसे आम अनुप्रयोग है, कॉर्स को unscrewing मोटर के सक्रियण से हटा दिया जाता है। एक बार कोर बंद होने के बाद मोटर बंद हो जाता है तो समय निर्धारित किया जा सकता है। इस एप्लिकेशन में भाग को जगह में रखने की आवश्यकता होती है, ताकि हिस्सा अनचाहे चक्र के दौरान मुड़ न जाए। यह विभिन्न प्रकार के डिजाइनों द्वारा प्राप्त किया जा सकता है। फिर, यह हमेशा हिस्सा डिजाइन द्वारा तय किया जाता है। कुछ उदाहरणों में सांचे के खुलने से पहले धागे को बिना ढंके रखने की आवश्यकता होती है। यह टाइमर और / या मशीन नियंत्रण द्वारा प्राप्त किया जाता है। आमतौर पर, महिला थ्रेड्स को ढालने का यह विकल्प उच्च उत्पादन भागों के लिए शामिल किया जाता है क्योंकि इसमें शामिल खर्च होता है।
कम मात्रा और प्रोटोटाइप इंजेक्शन ढाला भागों के मामले में, मादा धागे को हाथ से लोड किए गए कोर के साथ डाला जाता है। इस प्रक्रिया में धागे आमतौर पर तीन हाथ से लोड किए गए कोर पर होते हैं। एक कोर को मोल्ड को खुली स्थिति में रखने के लिए पिंस का पता लगाने के माध्यम से मोल्ड में लोड करने की आवश्यकता होती है। मोल्ड फिर इंजेक्शन मोल्डिंग चक्र के माध्यम से जाता है। मोल्ड खुलने के बाद, भाग को हाथ से लोड किए गए कोर से जोड़ा जाता है। एक और हाथ से भरा हुआ कोर मोल्ड में डाला जाता है। अगले मोल्डिंग चक्र के दौरान हाथ से भरा हुआ कोर जिसे पिछले चक्र के बाद वाले हिस्से के साथ हटा दिया गया था, इंजेक्शन मोल्ड भाग से मैन्युअल रूप से हटा दिया गया है। यह प्रक्रिया आमतौर पर इंजेक्शन ढाले भाग के चक्र के समय को दोगुना कर देती है जो कि भाग मूल्य को बढ़ाता है लेकिन प्रोटोटाइप भागों के निर्माण में बहुत लागत प्रभावी है।
मादा धागों को डालने का एक अन्य विकल्प बंधनेवाला कोर के उपयोग से है, लेकिन यह एक बहुत महंगा विकल्प है। इन बंधनेवाला कोरों के उपयोग से अनिवार्य रूप से इंजेक्शन मोल्ड को एक खुला और बंद मोल्ड माना जाता है।
ये इंजेक्शन मोल्डेड भागों पर धागे के उत्पादन के कुछ सबसे आम विकल्प हैं। ये धागे एक +/-002 सहिष्णुता के लिए डाले जाने में सक्षम हैं।